3Dプリンターで機械部品を作ることはできた。
しかし、柔軟性のない(硬い)ものしか作れないのか。
しかし、柔軟性のない(硬い)ものしか作れないのか。
これまでは、安定した品質を保つため
フィラメントPLAを使っていたから、印刷物の硬度は高い。
フィラメントPLAを使っていたから、印刷物の硬度は高い。
フィラメントを変えれば質感も変わるのか?
そうだ。試しに今回はPLAとFLEX、PETGというフィラメントで
印刷後の質感と柔軟性の確認をしてみよう。
印刷後の質感と柔軟性の確認をしてみよう。
今回は、当サイトオリジナルのコースターの印刷を行ってみようと思います!
使用するフィラメントは「PLA」と「FLEX(今回はTPU)」と「PETG」の3種類のフィラメントを使って印刷し、結果を確認します。
今回使用した3Dプリンター「ORIGINAL PRUSA i3 MK3S+」はこちらからどうぞ!
3Dプリンター(キット)
オープンソースの3Dプリンターの仕様を作った技術者が作った会社の3Dプリンターです。この商品は、自分で組み立てることが前提です。マニュアルも日本語化されていて、組み立てで特に手順に困るということはありませんでした。非常によくできた製品で、印刷品質も高いので非常に満足できます。
ちなみに「HARIBO」というお菓子もついている(笑)ので楽しみながら組み立てられます。

ちなみに「HARIBO」というお菓子もついている(笑)ので楽しみながら組み立てられます。
3Dプリンター(組み立て済み)
オープンソースの3Dプリンターの仕様を作った技術者が作った会社の3Dプリンターです。この商品は、すでに完成済みで調整もされているものです。私は自作キットのほうを購入しましたが、非常によくできた製品で、印刷品質も高いので非常に満足できます。
買ってすぐに印刷が楽しめるのもいいですね!

買ってすぐに印刷が楽しめるのもいいですね!
スポンサー広告
今回つくるもの「コースター」
3Dプリンターで造形する形としては、当ブログのキャラクター(げんろく)をデザインに取り入れ、オリジナル感を出していきます。
モデルの作成は、Fusion360で行いました。
次のようなモデルにしましたよ!

モデルの製作風景を動画にしたので、合わせてご覧くださいね。
今回使うフィラメントの特徴
今回はコースターを作るということで、テーブルの上に置いてコップを安置するということができるようなものを作ります。
コースターといっても、植物性の編み物や、ゴム製のもの、フェルトのようなものまで様々ありますよね。
3Dプリンターで扱えるフィラメントもいろいろあるので、各フィラメントの特性を生かすとどんなコースターが作れるかに挑戦します。
使用するフィラメントは以下の3つです。
- PLA
- FLEX(TPU)
- PETG
それぞれの特徴を見ていきます。
スポンサー広告
PLA
PLA樹脂はPoly-Lactic Acidポリ乳酸の略で、トウモロコシやジャガイモなどに含まれるデンプンなどの植物由来のプラスチック素材です。
今回はPRUSAが提供しているPLAフィラメント(Silver)を使いました。
非常にきれいにまかれていて、印刷していて安心感がある製品です。私が使用したものは、PRUSA i3 Mk3S+に付属のものですが、購入するとするとこの製品になります。同社の他の色をご紹介しておきます。印刷品質もよく、大きいものも安定して印刷できる素材なのでおススメです。

特徴としては次のものがあります。
特徴
| 温度 | 205〜220ºC (PRUSA i3 Mk3S+ は 215℃) |
| ヒートベッド温度 | 40-60℃ (PRUSA i3 Mk3S+ は 60℃) |
| 強度 | ある程度の強度は実現できる 硬いので他のプラスチック素材に比べて割れやすい |
| 印刷臭 | ABSなどに比べて匂いがしない (人によっては甘い?香りらしい) |
メリット
・ほとんど収縮せず、開放型プリンターでも、プラットフォーム(ヒートベッド)から浮いたり、歪んだり、割れたりしない
・大きなプリントができる
・大きなプリントができる
デメリット
・ABSなどの他のフィラメントとは異なり、粘りは無く硬い
・そのため表面の塗装ややすりなどの後加工に不向き
・耐熱性が低く高温に弱い
・そのため表面の塗装ややすりなどの後加工に不向き
・耐熱性が低く高温に弱い
FLEX(TPU)
TPU(熱可塑性ポリウレタン)は、ウレタンゴム、ウレタン樹脂とも呼ばれる、プラスチックの一種です。
ゴムのように柔らかい高分子素材です。
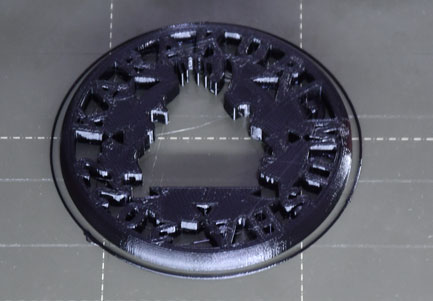
今回はPxmalionが提供しているFLEX(TPU)フィラメント(Black)を使いました。

後述しますが、やわらかい材質なので印刷時のスピード、温度管理などをしっかり行う必要があります。
特徴としては次のものがあります。
特徴
| 温度 | 190〜230ºC (PRUSA i3 Mk3S+ は 230℃) |
| ヒートベッド温度 | 0-60℃ (PRUSA i3 Mk3S+ は 60℃) |
| 強度 | 弾力性が高いため、割れずに曲がる |
| 印刷臭 | ABSなどに比べて匂いがしない |
メリット
・弾力性があり、柔らかい
・柔軟性、引張強度、耐摩耗性などを活かした、柔らかい製品の機能性プロトタイピングで使える
・柔軟性、引張強度、耐摩耗性などを活かした、柔らかい製品の機能性プロトタイピングで使える
デメリット
・ノズル詰まりや、造形物がプリント中に歪むという不具合が発生しやすい
・印刷速度を遅くする必要がある
・耐摩耗性があるので、印刷後の加工(削りなど)は難しい
・印刷速度を遅くする必要がある
・耐摩耗性があるので、印刷後の加工(削りなど)は難しい
PETG
PETG(グリコール変性ポリエチレンテレフタレート)は、PET(ポリエチレンテレフタレート)がさらに強化された熱可塑性樹脂フィラメントです。
ABSとPLAのいいとこどりな素材として注目されています。
今回はPRUSAが提供しているPETGフィラメント(White)を使いました。
非常にきれいにまかれていて、印刷していて安心感がある製品です。私が購入した白色は、執筆時点でAmazonでは表示されなかったので、同社の他の色をご紹介しておきます。印刷品質もよく、研磨もできる素材なのでおススメです。

特徴としては次のものがあります。
特徴
| 温度 | 240〜260ºC (PRUSA i3 Mk3S+ は 240-250℃) |
| ヒートベッド温度 | 70~90℃ (PRUSA i3 Mk3S+ は 85-90℃) |
| 強度 | 強度は高いが割れやすい |
| 印刷臭 | ABSなどに比べて匂いがしない |
メリット
・耐衝撃性、耐熱温度が高い(70℃~80℃)
・印刷の安定性が高い(ヒートベッドに定着しやすい)
・印刷後に研磨できる
・印刷の安定性が高い(ヒートベッドに定着しやすい)
・印刷後に研磨できる
デメリット
・印刷時に糸引きが発生する
・フィラメントの管理上、特に湿気に注意する必要がある
・フィラメントの管理上、特に湿気に注意する必要がある
印刷してみる
それでは、ご紹介したフィラメントで印刷してみます。
印刷した際の様子を動画にしていますので、ぜひご覧ください!
印刷結果
印刷結果は以下のようになりました。各フィラメントを比較してみます。


印刷結果
きれいさはPLAが一番です。(糸引きもほぼない)FLEXと、PETGは糸引きが発生しているのがわかります。
印刷ベースからの剥離しやすさ
造形したコースターをベースに引きはがす際には、PLAとPETGはパリッと取れました。しかし、FLEXは柔軟性が高いので、なかなかはがせずに苦労しました。広い面積でつかみずらい形状を印刷するときは一苦労です。
研磨
試しに400番手の紙ヤスリで削ってみました。
FLEXは耐摩耗性が高いのでほぼ削れません。PLAもうっすら削れた程度。PETGは研磨できました(次の画像)。
PLAは、模型の塗装で使用するサーフェーサーを拭いてから研磨し、再度サーフェーサーを拭くことで次の画像のようにきれいになります。
柔軟性
PLA、PETGは曲がりません。FLEXはかなりの柔軟性で次のように曲がりました。
編集後記
いかがだったでしょうか。
各フィラメントごとの特徴が確認できました!3Dプリンター「ORIGINAL PRUSA i3 Mk3S+」で準備されているプロファイルを使えば、さまざまなフィラメントが使えることがわかりました。
特にFLEXは、弾性があるので、今後うまく使っていきたいです。
また、印刷後の後処理(研磨、塗装など)についても確認できたので完成度を向上させることができそうです。
今後は、いろいろなものを3Dプリンターで作っていきますので、ご期待くださいね!
最後までご覧いただきありがとうございました。
今回使用した3Dプリンター「ORIGINAL PRUSA i3 MK3S+」はこちらからどうぞ!
3Dプリンター(キット)
オープンソースの3Dプリンターの仕様を作った技術者が作った会社の3Dプリンターです。この商品は、自分で組み立てることが前提です。マニュアルも日本語化されていて、組み立てで特に手順に困るということはありませんでした。非常によくできた製品で、印刷品質も高いので非常に満足できます。
ちなみに「HARIBO」というお菓子もついている(笑)ので楽しみながら組み立てられます。
ちなみに「HARIBO」というお菓子もついている(笑)ので楽しみながら組み立てられます。
3Dプリンター(組み立て済み)
オープンソースの3Dプリンターの仕様を作った技術者が作った会社の3Dプリンターです。この商品は、すでに完成済みで調整もされているものです。私は自作キットのほうを購入しましたが、非常によくできた製品で、印刷品質も高いので非常に満足できます。
買ってすぐに印刷が楽しめるのもいいですね!
買ってすぐに印刷が楽しめるのもいいですね!
フィラメント
PLA フィラメント
非常にきれいにまかれていて、印刷していて安心感がある製品です。私が使用したものは、PRUSA i3 Mk3S+に付属のものですが、購入するとするとこの製品になります。同社の他の色をご紹介しておきます。印刷品質もよく、大きいものも安定して印刷できる素材なのでおススメです。
FLEX フィラメント
後述しますが、やわらかい材質なので印刷時のスピード、温度管理などをしっかり行う必要があります。
PETG フィラメント
非常にきれいにまかれていて、印刷していて安心感がある製品です。私が購入した白色は、執筆時点でAmazonでは表示されなかったので、同社の他の色をご紹介しておきます。印刷品質もよく、研磨もできる素材なのでおススメです。